Fasteners tend to be the last thing that is considered in the design of many assemblies. Those of us that work in joint design encounter all sorts of design constraints due to this fact. In turn, it is often the importance of the fastener coating that can be overlooked in our haste to complete the assembly design.
Coatings

Coatings play an essential function, not only to protect the fastener from corrosion but also to provide the lubricity required to ensure proper assembly. The coating is particularly important when specifying products such as all-metal locknuts or self-tapping screws.
All-Metal Locknuts

All-metal locknuts are nuts with a built-in interference fit thread, accomplished by deflecting the threads either at the top of the nut or on the sides in two or three locations. Some all-metal locknuts have spring metal tabs at the top that flex inward toward the mating bolt.
Self-Tapping Screws
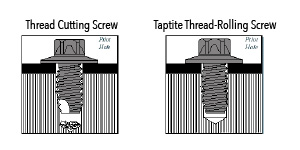
Self-tapping screws come in many different thread styles but share these common attributes: the thread design and product hardness are such that the internal threads are formed in an unthreaded hole during product installation.
Both all-metal locknuts and self-tapping screws exhibit inherent prevailing torque. This is the torque required to install the fastener before the fastener is fully seated and preload is generated in the joint. However, problems such as thread galling and stripping are likely with improper coating selection.
This prevailing torque is also what gives the fastener its “locking” ability, as it resists loosening forces while the fastener is in service. For an all-metal nut, prevailing torque is increased due to the interference caused by the deflected nut threads. For a self-tapping screw, the increase is due to the forming of internal threads in the mating material. Locknut and self-tapping screw manufacturers do what they can to control the characteristics of the supplied product to ensure the prevailing torque is consistent from part to part to ensure repeatability for a given tightening strategy.
Self-tapping screws are often tested for the drive:strip ratio. This is simply a comparison of the max torque required during installation to form the threads vs the torque measured as we continue to tighten until failure of the assembly, usually, thread stripping of the softer mating threads just formed. Generally, the assembly is designed for this ratio to be no less than 1:3 to ensure a robust installation process.
Thread Galling

Thread Galling, sometimes referred to as cold- welding, occurs when the pressure between the mating threads increases friction to the point of heating the threads. The threads can become so warm that the internal and external threads begin to fuse together. If this goes unnoticed, the assembly will seize up during tightening and the screw/nut will not be able to be assembled or disassembled. Due to added pressure from the locking threads, all-metal locknuts are particularly susceptible to galling, especially if the coating does not provide enough lubricity.
Design considerations to reduce galling and thread stripping. All are affected by the coating.
• Rundown Speed: Fasteners with prevailing torque features do not react well to high-speed assembly. High speed during installation can contribute to high friction and localized heating of the threads and breakdown of the coating. The appropriate speed will vary with the assembly, but you will generally want to keep the rundown speed to less than a few hundred RPM if not slower.
• Rundown Length: A long rundown length (travel length to seat the fastener) will only add to the micro-heating of the threads. Keep those lengths to a minimum, but ensure enough thread engagement with tapping screws to minimize stripping.
• Thread Selection: Reconsider specifying those fine thread pitch fasteners. The minor increase in thread area and yield strength is often not worth the aggravation of stripping and galling during assembly. Stick to coarse threads where possible.
• Material Selection: Certain alloys tend to gall when in contact with one another. Stainless steel, aluminum, and titanium fasteners are particularly susceptible to this condition. Consult with your materials experts and use proper coatings.
• Coating Selection: There are specific considerations when selected from some of the common fastener finish types. We recommend selecting a fastener coating with a coefficient of friction (CoF) target rating below 0.16 for all-metal locknuts and self-tapping screws.
Fastener Finish Type Considerations:
– Plain Finish locknuts and tapping screws must be supplied with a supplementary lubricant. A consistent wax or oil can be recommended by your GFC Applications Engineer.
– Phosphate/Oil coatings are common for fasteners. Make sure you get an oil that offers consistent performance. Consider if the “wetness” of the oil will be a problem for assemblers as there are some dry/touch oils available.
– Zinc Flake Coatings are paint-like fastener coatings popular for their corrosion resistance and galvanic corrosion properties. These thicker coatings are applied in a dip/spin application process. Thicker coatings used on all metal locks nuts and the mating bolt can affect the prevailing torque performance of the system. External threads are often undersized to account for the thick coating present on either the bolt or nut.
– For Electroplating, an added lubricant should be specified in addition to the plating/coating specification. Fastener specifications such as ASTM F1941/F1941M offer options for calling out a lubricant but you may want to be more specific with your lubricant choice.
Many fastener manufacturers will recommend a wax coating in addition to the specified finish and some will even “package in wax” to avoid concerns with galling and thread stripping.
Be sure to clearly specify a proper coating for these important locknuts and tapping screws!
Contact our Engineering & Testing Center for support on any fastened assembly.
Click HERE and fill out the Request Engineering Support form.